
使用多功能咬合机时,很多朋友需要卷不同的材料,所以有些朋友不知道如何调整多功能咬合机。给你解释一下。

多功能咬口机调节方法

1.调整工作范围所需的厚度(上下滚轮之间的间隙):

将内外滚轮的调节螺母拧到底,滚0.5mm料时旋转120度(1/3圈),滚1.0mm料时旋转240度(2/3圈),滚1.2mm料时旋转290度(约5/6圈)。如果工作时物料打滑,间隙过大,可以稍微拧紧调节螺母。调整后,必须用两把扳手同时拧紧上下螺母,以防松动,但间隙不应调整得过小,以免损坏机器。

需要提醒大家的是,多功能咬口机出厂时已经调整到1mm厚,加工1mm厚左右的材料不需要调整。

2.压力轮压力调节杆:

弯曲杆的高度可以根据用户的要求进行调整。压力调节杆越紧,弯曲杆越平。反之,弯杠变高。

3.内外滚轮卸料导向脚的调整

卸料导向尺的调整方法为:当板材通过咬口到达出料端时,停机调整,将板材贴在出料导向尺侧面,然后贴紧导向尺定位。

4.咬入成型尺寸的调整:
咬入量的变化是通过调整进给导轨在台面上的位置来实现的,其中内滚轮的进给导轨的位置L1是相对于左横梁板的内表面来测量的,外滚轮的进给导轨的位置L2是相对于横梁板的外表面来测量的。
送料导向装置的位置确定后,为防止偏移,内滚轮送料导向装置的外端可向内偏移2 ~ 3 mm,外滚轮送料导向装置的外端可向内偏移1 ~ 2 mm。
5.咬合功能转换:

咬口机出厂时一般设定在关节角咬合状态。如果用户需要改变到单扁嘴(钩骨)状态,可以按照以下步骤进行:
1切断电源(拉下主刹车)。

2根据手册中的说明,拆下所示的可上下移动的滚轮,并将其放入滚轮箱中。

3.提起翻板,取出机器滚轮箱中的12个备用单平滚轮。
4.应该一个接一个地安装一个平切滚压轮、一个垫片、一个螺母和一个翻板复位装置,这样就可以在这一侧用压区滚压机进行平切包装。
有必要提醒大家,滚轮的位置一定不能换错或颠倒,否则机器可能会严重损坏。

上一篇:介绍自动风管生产线的详细信息
下一篇:管道腐蚀的原因及解决方法
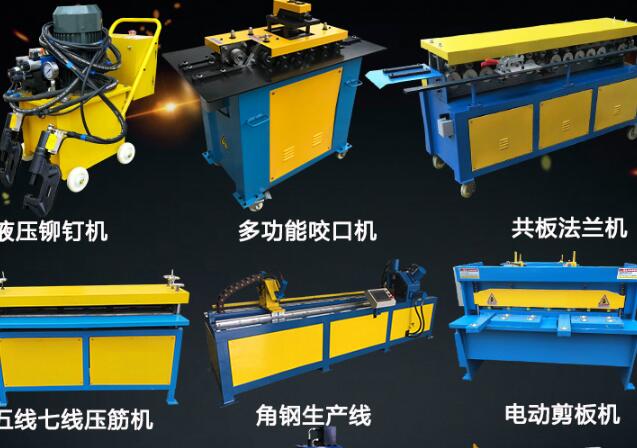
热销产品